
冷喷涂技术-沈阳佳美机械-贾工18540392125
 贾忠宝
贾忠宝冷喷涂技术,全称冷气动力喷涂,是表面工程与增材制造领域一项革命性的固态材料沉积技术。它彻底颠覆了传统涂层制备需“先熔化、再沉积”的固有模式,通过将金属或合金粉末在完全固态下加速至超音速并撞击基体,实现涂层的低温、高效、高质量成形。凭借其独特优势,冷喷涂正成为航空航天、高端装备、新能源等战略性产业不可或缺的关键技术之一。
技术原理:动能驱动的固态沉积
冷喷涂技术的核心原理可概括为“以动能替代热能”。其工作过程主要分为四个步骤:
1. 气体加速:高压的惰性气体(如氮气、氦气)或压缩空气,通过一个特殊的拉瓦尔喷嘴,被加速至超音速(可达300-1200 m/s甚至更高)。
2. 粉末注入:微细的金属或合金粉末(粒径通常在5-50微米)被送入该超音速气流中。
3. 高速撞击:携带粉末颗粒的超音速气流喷射向经过预处理的基体表面。当粒子的速度超过一个与材料和温度相关的“临界速度”时,便具备了沉积条件。
4. 固态沉积与结合:高速粒子以固态形式猛烈撞击基体,在瞬间发生剧烈的塑性变形。这一过程会产生“绝热剪切失稳”效应,破坏粒子表面的氧化膜,使洁净的新鲜金属在巨大的压力和局部温升(远低于材料熔点)下,与基体或已沉积的粒子通过强烈的机械咬合和原子扩散实现固态冶金结合。
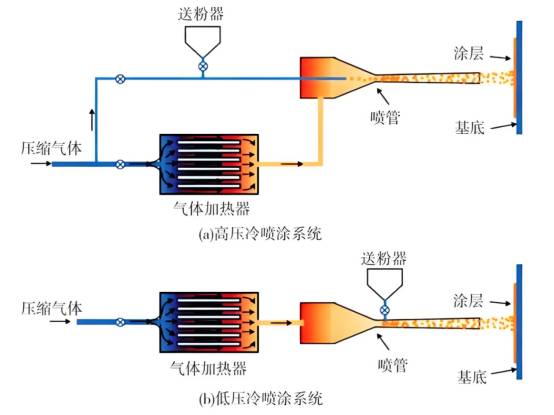
冷喷涂原理示意图
整个过程的最大特点是材料始终保持在固态,温度远低于其熔点(通常工作气体温度低于800℃,基体温度可控制在150℃以下),这从根本上避免了因熔化带来的氧化、相变、烧损和热应力等问题。
冷喷涂与热喷涂:技术归属辨析
冷喷涂是否属于热喷涂技术,是一个在学术与产业界常被探讨的问题。从严格的技术原理上界定,冷喷涂与传统热喷涂有本质区别。传统热喷涂(如火焰、电弧、等离子喷涂)均依赖热源将涂层材料加热至熔融或半熔融状态,再高速喷射沉积,其结合机制以熔融粒子撞击形成的机械嵌合为主。而冷喷涂的粒子全程保持固态,依靠超音速动能产生的塑性变形实现结合,属于固态沉积范畴。
然而,在广义的产业应用分类中,冷喷涂常被纳入“热喷涂技术”的大家族。这主要基于三点共识:第一,其核心目的与传统热喷涂一致,都是在基体表面制备功能性涂层;第二,其工艺设备(送粉系统、喷枪、运动控制)与传统热喷涂有诸多相似之处,产业链高度重合;第三,其应用领域(耐磨、防腐、修复、增材制造)与传统热喷涂深度重叠。因此,从功能和应用视角出发,将冷喷涂视为热喷涂技术体系中的一个革命性分支或扩展,已成为行业惯例。这种归类强调了其作为表面工程解决方案的共性,同时也凸显了其“冷”工艺带来的独特价值。
沈阳佳美-贾工18540392125
